服务热线:
18584572046

专注:消失模铸造模具和EPS、EPP等泡沫包装模具的生产
主要应用于消失模铸造模型的制作和泡沫包装产品的生产


摘要:消失模工艺设备是保障消失模工艺过程实施的必要条件,也不同程度的影响着铸件的质量。其中白模质量、浇注过程及型砂处理在整个消失模工艺过程中扮演着非常重要的角色。本文主要站在工艺的角度来对上述消失模工艺过程中关键设备进行简明扼要的分析,目的在于明确其如何保障工艺的顺利实施。
关键词:消失模铸造;白模;浇注;砂处理;重庆消失模模具厂
Influence of Equipment on LFC process
PENG Xiong, MI Yanbin, ZHAO Qingzhen
(Hebei Ruiou Lost Foam Science and Technology Co., Ltd., Ningjin 055550, Hebei)
Abstract: The process equipment is the necessary condition and protection of LFC, and it also affects the quality of the casting. The white mold quality, casting process and sand processing play a very important role in the process. In this paper, we analysis the equipment in the lost foam process briefly standing in the point of the process and the purpose of which is to clear how to secure the process of smooth implementation.
Key words: LFC; White mold; Pouring; Sand treatment
1 消失模工艺与设备关系
众所周知,消失模设备是在消失模工艺发展到一定阶段后出现的,我们应该明白,消失模设备的使命是保障消失模工艺的顺利实施,是为了消失模工艺的顺利开展而服务的。换句话说,如果没有了工艺做支撑,设备只是一堆废铜烂铁毫无意义。所以只有对消失模工艺有着深刻理解,甚至多年致力于消失模工艺的研发与拓展,这样的企业才可以制作出真正适用于消失模工艺的设备,真正意义上做到“消失模设备是为了保障消失模工艺”这一理念,而不会为了业务额,为了效益,沦为仅仅只是制作设备的“设备厂”。本文主要针对在消失模工艺过程中有着至关重要作用,对消失模工艺的实施做出巨大贡献的设备做简要的分析说明。目的是为了让消失模行业的从业者们充分了解消失模设备在消失模工艺过程中的重要作用,并对这些设备的性能和特点有一定认识。本文将消失模工艺过程分为:白模质量、浇注过程、型砂处理三个模块,主要从这三个方向来做阐述。目前市场上消失模设备的质量参差不齐,为了统一本文所列举设备均为河北瑞欧消失模科技有限公司所生产。
2 白模
2.1预发工艺要求和工艺流程
2.1.1预发机工艺要求
预发成型作为LFC法的第一步,是整个消失模工艺过程的开端,直接影响着整个工艺过程的质量和效率。现在广泛应用于消失模生产领域原料主要为:EPS、STMMA。其工艺要求为:
(1)较高的生产效率;
(2)可控的珠粒密度;
(3)发料均匀,无子料;
(4)发料后珠粒粒径满足使用要求。
2.1.2预发机工艺流程
预发机工艺流程为:原始珠粒选择→珠粒预发泡密度控制→珠粒预发泡→珠粒熟化。合理的珠粒粒径和密度对模样的表面质量和模样强度有着至关重要的影响,进而影响着铸件的质量。预发机机型的选择和工艺参数设置对原始珠粒预发泡成型以及后续工序已至整个消失模工艺的影响都是深远的。预发机的种类和特点见表2-1。
图2-1是电蒸汽预发机ROYF-Ⅰ EPS、STMMA双用。
表2-1预发机种类和特点
|
预发机 |
生产效率 |
珠粒熟化程度 |
发料均匀性 |
|
电预发机 |
较低 |
较高 |
均匀 |
|
蒸汽预发机 |
高 |
较高 |
易结块 |
|
电蒸汽预发机 |
较高 |
较高 |
均匀 |
2.2 白模成型质量
2.2.1白模工艺要求和成型机工艺流程
原始珠粒经过预发机预发泡(一次发泡)为合格珠粒后,需要经过成型机进行二次发泡才可以形成最终的白模模型。为了满足工艺要求,白模模型应该具备以下几个条件:
(1)光滑平整的表面质量(无断料和成型不足现象);
(2)合理精确的轮廓尺寸;
(3)满足工艺使用的强度。
成型机工艺流程:
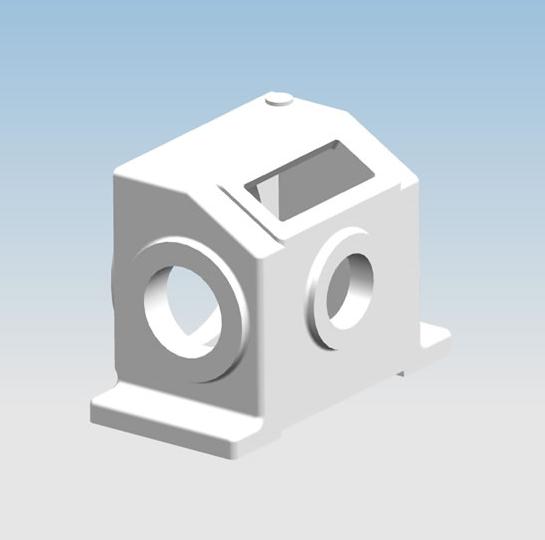
成型机工艺流程:合模→预热→加料→固模加热→动模加热→热压→水冷却→真空冷却→脱模。成型机的功能是生产出合格的白模模型,成型质量好坏直接影响白模模型的品质,进而影响铸件的品质,关乎整个消失模工艺的成败。每一道流程都是必不可少的,都是为了能够制作出满足工艺要求的白模而设计的。不合理的成型工艺会产生模型的不良品,图2-2是瑞欧公司为摩洛哥生产的井圈模样的不良品和良品。
就目前来说成型机种类比较繁多,我简要说明。成型机采用PLC可编程控制器与触摸屏,可以实现成型机半自动及全自动化生产。成型机由于采用PLC可编程控制器,其工艺参数可以通过触摸屏写入PLC控制器,从而可以满足不同模具不同产品的生产。瑞欧ROCX-I成型机的参数如表2-2所示。图2-3是瑞欧公司生产的ROCX-I 液压全自动成型机。2.3 模型烘干质量要求
2.31烘干设备组工艺要求
烘干设备组的作用是对整个工艺过程中的白模单一模型、组型粘接后进行刷涂的模型簇进行烘干,去除其所含水分,最终使模型具备一定的强度,并可以满足埋箱和浇注工序的要求。水分来源主要有几个方面:(1)预发成型时所带水分;(2)水基涂料所含水分;(3)烘干后未及时浇注返潮水分。由此我们可以得出烘干设备组所应具备的工艺特性,如表2-3。
表2-3烘干设备组工艺特性
|
序号 |
1 |
2 |
3 |
4 |
|
工艺特性 |
温度可控性 |
除湿性 |
储存性 |
持续性 |
2.32烘干房基本配置和烘干技术要求
一个完整的白区车间,其烘干房是有很多级别的,但其配置大同小异,这里我们以瑞欧公司白模车间烘干房配置为例。不同类别的烘干房具有不同的烘干技术要求,可以满足不同模型的烘干。
烘干房的加热配置、分类及技术要求分别见表2-4、表2-5和表2-6。
表2-4 烘干房基本配置
|
序号 |
1 |
2 |
3 |
4 |
5 |
|
配置 |
加热风机 |
排风扇 |
温/湿度控制仪 |
烘干支架 |
照明设备 |
表2-5 烘干房分类
|
序号 |
1 |
2 |
3 |
4 |
|
类别 |
白模烘干房 |
一次涂刷烘干房 |
二次涂刷烘干房 |
定型烘干房 |
表2-6 烘干技术要求
|
类别 |
白模烘干房 |
一次涂刷烘干房 |
二次涂刷烘干房 |
定型烘干房 |
|
烘干温度(℃) |
40±5 |
50±5 |
55±5 |
50±5 |
|
烘干湿度(%) |
≤30 |
≤20 |
≤15 |
≤15 |
|
烘干时间(H) |
≥48 |
≥24 |
≥12 |
/ |
不同烘干房有不同的烘干技术要求,摆放模型时切勿混放以免造成烘干不彻底或者损坏模型现象。图2-4是瑞兽公司生产车间的烘干房及其正在烘干的白模。
消失模有一句行话:“成也白模,败也白模”,白模是整个消失模铸造工艺过程的灵魂,白模的质量关乎整个工艺的成败,因此控制好白模质量是非常必要的。
3浇注
浇注是将熔炼合格的铁水倒入铸型内并冷却成型的过程,这个过程包括:熔炼、埋箱、震实、负压、浇注。每一道工序都需要严格控制。
3.1熔炼
我们说白模的质量是整个工艺的灵魂所在,那么熔炼就是浇注过程的灵魂。熔炼的作用是利用生铁、废钢、回炉料以及其他一些辅助材料,将他们熔化炼制成具有一定温度,一定化学成分的合格铁液。熔炼的控制要点见表3-1。
表3-1熔炼控制要点
|
序号 |
1 |
2 |
3 |
4 |
|
控制要点 |
配料 |
出水温度 |
浇注温度 |
成分检测 |
3.2埋箱
3.2.1砂箱工艺要求
LFC法所用砂箱,其结构形式直接决定着砂箱内负压场的形成和分布,但有不少错误观念认为,砂箱内部只要能够抽气就好,至于怎么抽,抽多少都是无关紧要的,只要不塌箱就可以。所以现在各式各样的砂箱都有,似乎都可以浇注出铸件,可是产生的影响却是大大不同的。一个满足工艺要求的砂箱应该具备以下几点:
(1)合理的轮廓和结构尺寸(根据铸件和工艺要求);
(2)足够的焊接强度;
(3)排列均匀、分布合理的气室。
3.22砂箱内气室分布工艺要求
从消失模工艺的角度,最理想的状态是砂箱内所形成的负压场是一个稳定、压力均匀的力场,而负压场的形成依赖于砂箱气室的分布。气室分布均匀合理则砂箱内形成的负压场越稳定,即可以大大降低塌箱的几率,生产出来的铸件表面和内部质量越好。可是实践证明,同一个模型,在一个负压场下它各个点的所受到的力是不一样的,对于一个仅有四壁抽气的砂箱来说,负压力往往由砂箱四周向中心逐渐减弱,而砂箱轮廓越大,这种趋势越明显。塑料模型分解气化产生大量气体,造成铸型局部气压急剧上升,如果这些气体不能被及时抽走,很可能会造成浇注反喷现象,甚至发生胀箱,造成严重的人员伤亡和产品报废。气室分布合理均匀的砂箱,即使在很小的负压场下,仍然可以很好的完成浇注任务,不仅不会造成报废,还可以节约能源,一举两得。
3.3震实
3.3.1震实对消失模工艺的影响
LFC法埋箱造型过程中,对于结构简易的铸件,震实的主要作用是,在规定时间内不损伤模型表面的涂料,并保证其尺寸的精确度,模型不变形的情况下快速的填充砂箱的各个部位,并使型砂在模型周围均匀分布,并且达到要求的紧实度,保证抽负压时型砂颗粒不会有较大位移。对于有些结构复杂,有很多盲孔或者死角部位的铸件,如果在造型过程中这些部位未能填充足够的型砂而留有空隙,浇注时此部位涂料在高温铁液的冲刷和高负压场下很可能会破裂,导致铁液被吸出型腔,铸件表面形成铁疙瘩,又称铁包砂,严重时可能会造成局部塌箱,造成不必要的浪费。震实台的另一个作用就是为了克服这些在造型过程中存在的死角,不易填砂的部位。震实台震实效果的好坏直接影响着铸件的成品率、尺寸精度、表面质量和内在质量。目前震实台的设计中,对于振幅,震动频率,激振力及如何配置电机往往模棱两可,缺乏基本的核算依据,可以借鉴的参考数据是,振幅0.5mm左右,频率不低于1500r/min,可以达到较好的震实效果。随着LFC法的发展,原有的一维震实台已经难以满足生产需求,必须使用更为可靠地三维震实台,甚至更优秀的震实台。对于震实台的选则和使用在LFC法铸造过程中是非常必要的,然而很多企业并不能很好的意识到这个问题,由于震实效果不达标而造成粘砂或者报废比比皆是。
3.3.2震实台的工作原理和技术参数
瑞欧公司所产震实台共有三大类:(1)传统三维震实台,(2)悬浮激振震实台,(3)包夹式震实台。我们以悬浮激振式震实台为例。一般的三维震实台是利用气缸夹紧砂箱,在空气弹簧升起或者橡胶弹垫起到隔离作用,水平方向四个电机分别产生X和Y方向的力,而底部的两个电机产生Z方向的力,一共三组六个电机,每一组电机的转向是相反的,激振力都是可以调节的,如图3-2所示,工艺参数见表3-2。三维震实台缺点是当模型太过复杂时,造型过程中容易出现死角部位。瑞欧公司生产的悬浮激振式震实台,改变以往的三维震实方式,砂箱放在顶升柱上无需夹紧,(顶升柱的数量根据砂箱定)震动电机只有两个,配备重力传感器,可根据重力传感器检测自动调频以达到合适的振动加速度。加砂过程中,砂箱重力、重心发生变化,造型机负载发生变化,要达到较好的震实效果需要适合的振动加速度,振动加速度与振动频率成正比,根据造型机的重力传感器检测到反馈信号,自动调整振动电机频率,达到符合要求的振动频率。弥补传统造型振实台对复杂件的低效率难造型的不足。该悬浮全方位激震造型机为垂直运动的反向填充,可达到各个方向不同部位的振实,达到各个死角的填充,它具有高频率、低振幅、震实效率高的特点。
表3-2震实台工艺参数
|
型号 |
负荷 |
激振电机 |
激振力 |
电源 |
|
ROZS-Ⅳ |
4t |
MV-10-2 1.1KW*2 |
15KN |
50HZ 380V |
3.4负压
3.4.1 负压系统对消失模工艺的影响
LFC法铸造又称干砂负压真空实型铸造,负压环节在整个铸造过程中有着举足轻重的作用。我们都知道,LFC法铸造在浇注过程中型腔内会产生大量的气体,这些气体对铸件会造成很多致命的伤害,负压系统的作用不仅仅是提供一个浇注前相对真空的模型型腔,方便浇注时铁液顺利快速充满整个型腔,其更为重要的作用是快速持续的将浇注时产生的气体吸出砂箱,稳定铸型内负压场,减少反喷,降低铸件气体缺陷。负压系统不仅可以强化型砂紧实度,抽走浇注过程中产生大大量气体,还为浇注时提供一个高温无氧的环境,有利于铸件成型和缺陷的控制。
3.4.2 负压系统原理及技术参数
目前生产消失模设备的厂家所产负压系统结构各异,笔者以河北瑞欧消失模科技有限公司所生产的负压系统为例,对负压系统做一个简要说明。瑞欧公司ROFY-35A 负压系统如图3-3所示。
负压系统通过水环式真空泵抽吸不溶于水,无腐蚀性的气体,在密闭的容器中形成真空和压力,提供浇注过程中所需负压,为砂箱提供稳定的负压场。
负压系统配置见表3-3,瑞欧ROFY-35A技术参数见表3-4。
表3-3 负压系统配置
|
序号 |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
配置 |
复合罐 |
分离罐 |
真空泵 |
电机 |
对接装置 |
负压管路 |
负压表 |
表3-4 ROFY-35A技术参数
|
型号 |
电机功率 |
负压抽气量 |
最大真空度 |
环境温度 |
真空泵 |
电源 |
|
ROFY-35A |
55KW |
35 m³/min |
-0.098MP |
1-40℃ |
2BE |
380V |
4砂处理
4.1砂处理工艺要求
砂处理系统顾名思义,这是一个处理LFC法用砂的完整体系,LFC法用砂一般为40~60目的宝珠砂或者石英砂。我们都知道塑料模型置换高温铁液后,模型周围的型砂势必会被高温的模型加热,温度会很高,越贴近模型的型砂温度越高,造型人员根本无法操作,而生产线每天都会有新的生产任务,必须具备一定的储砂量以满足生产。浇注完后清理铸件,势必会有很多的杂质混入型砂之中,例如脱落的涂料皮,浇口杯碎块,浇注时飞溅出来的铁水等,这些杂质是需要清理的。因此一套合格的砂处理系统应该具备以下工艺要求:
(1)有一定的储砂能力,且可以满足每天的生产任务;
(2)可以对高温型砂进行降温冷却,达到循环使用;
(3)可以将型砂和各种杂质分离,清洁型砂;
(4)能够去除型砂中的尘土,提高车间环境质量。
4.2 砂处理系统配置
笔者以河北瑞欧消失模科技有限公司所生产的砂处理系统为例。一套完整的砂处理系统应该包含翻箱机、筛分输送机、链式提升机、卧式冷却机、带式提升机、皮带输送机、砂温调节器、气体输送、储砂斗、除尘系统。
对于一个完整的LFC生产线,砂处理系统是必不可少的。每一个设备都有自己独特的性能以满足消失模工艺要求。表4-1所列为常规砂处理设备所应具备的功能。
砂处理系统是一个消失模铸造车间不可或缺的,不仅可以使宝珠砂循环再利用,还可以净化车间环境质量。21世纪对环境质量的要求越来越高,如何打造一个符合要求的环保车间是我们共同的目标。
表4-1 砂处理设备性能要求
|
设备 |
翻箱机 |
筛分机 |
链提 |
卧冷 |
带提 |
皮带机 |
砂调机 |
气体输送 |
除尘 |
|
功能 |
翻箱 清理 |
除杂 输送 |
冷却 输送 |
冷却 输送 |
冷却 输送 |
输送 |
冷却 |
输送 |
尾气处理 |
9 总结
9.1 消失模设备理念
由于LFC法铸造的巨大优势,其在国内的发展是飞速的,LFC法的飞速发展带动了一大批产业链的露头,其中LFC法设备行业的发展是很快的。如此快的发展速度,势必会带来一些负面的影响,很多设备生产厂商甚至从来没有涉足过消失模铸造领域,公司也毫无消失模文化底蕴,但靠着依葫芦画瓢和中小企业对消失模设备的认知不足,这些厂家也可以在消失模设备行业占有一席之地。然而他们生产出来的设备,可想而知是没有任何基础的,是完全的仿制品,这样的设备也许可以生产出合格的铸件,但其绝不可能会经住工艺的考验。真正的消失模设备是为了保障消失模工艺而生,工艺永远是主导,设备仅仅只是辅助,设备设计和生产的出发点永远是工艺的要求,不能满足工艺要求的设备是不合格的是有缺陷的。笔者认为设备生产厂商应该以“消失模设备是为了保障消失模工艺”这一理念为准则,真正意义上去为了中国消失模行业做出贡献,而不只是为了“分一杯羹”。只有这样,消失模铸造才会走的更远,它的作用才能发挥的更大,才可以再中国铸造行业熠熠生辉。
9.2 消失模行业未来发展方向
消失模铸造发展至今,来到21世纪,本世纪是一个讲求大数据的时代,每一个行业都会有自己的产业链,而够整合这些产业链资源的企业才可以在大数据时代独领风骚。笔者认为,未来消失模行业的主要发展方向同样为资源整合。我们都知道消失模所涉及到的领域繁多,只有将这些资源整合到一起形成一个完整的消失模产业链基地,这样的企业才能走得更快、更远,也只有这样的企业才可以真正做好消失模铸造。我们可以大胆推测,未来消失模行业不会属于任何一家设备厂、涂料厂或者消失模模具厂,它只会属于真正拥有消失模产业基地的企业,也只有这样的企业才可以在消失模行业里一直发展、壮大,为中国的消失模铸造行业增光添彩。
重庆凹道模具有限公司是专业的重庆消失模模具厂,欢迎来电咨询相关技术问题。